
3D printer review: FELIX in top 10 best 3D printers of 2018!
November 27, 2017
Available now: FELIX Filament holders 2.0
January 9, 2018
2017 has been a year of improvements, redesigns and adjustments to make the FELIX Pro Series even more sturdy and reliable. Many small hardware and software adjustments have been done and we would like to provide you with some inside information about these improvements.
Updated Firmware
 A full redesign of the Pro 2 firmware is now available. Main improvement is an easier and more logical workflow, which makes it a lot easier to operate the machine. A new top bar now always displays current temperatures of all heaters so you will always have an idea of what’s going on.
A full redesign of the Pro 2 firmware is now available. Main improvement is an easier and more logical workflow, which makes it a lot easier to operate the machine. A new top bar now always displays current temperatures of all heaters so you will always have an idea of what’s going on.
All calibration routines are now embedded in the firmware. There is no need anymore to start any calibration from an SD card or via your computer.
Overall print quality will also improve by installing the firmware due to a smarter and more balanced use of heater parameters.
Updated documentation
 A lot of feedback we have received over the year was the lack of documentation. Therefore we have invested a lot of time to update manuals and tutorials for our 3D printers and software packages. Red line in rewriting the documentation was to guide users from the first step in setting up their 3D printer, to creating their first prints with Repetier Host or Simplify3D.
A lot of feedback we have received over the year was the lack of documentation. Therefore we have invested a lot of time to update manuals and tutorials for our 3D printers and software packages. Red line in rewriting the documentation was to guide users from the first step in setting up their 3D printer, to creating their first prints with Repetier Host or Simplify3D.
Updated manuals
- FELIX Pro 2 Quick Start Guide
- FELIX Pro 2 Full User Manual
- Quick start Guide – Repetier Host for FELIXprinter
- Quick start Guide – Simplify3D
Improved slicing profiles
Just as important as the hardware, are the software settings. Therefore we have updated the slicing settings for the Pro Series but also for the Tec Series. Make sure you get the most out of your printer by using the most recent slicing profiles. You can download them from www.felixprinters.com/downloads and select the program you would like to download the profiles for.
Hardware adjustments
Extruder improvements 
We noticed minor corrosion may occur onto the metal discs which are used in the Pro 2 hot-ends. To prevent this, we are now using
nickel coated discs instead of zinc coated ones to ensure better performance. We have also changed the magnets inside the extruder mechanism for gold plated magnets.
 When a new Pro 3D printer leaves our factory,
When a new Pro 3D printer leaves our factory,
we add a little bit of teflon spray onto the discs. Teflon coating ensures proper working of the contacts themselves and also eliminates oxygen near the electrical contacts, which normally is required for oxidation to happen in the first place. We would recommend all users to regularly clean their Pro 2 hot-ends and add a little bit of teflon spray to ensure best performance.
X-axes bearings 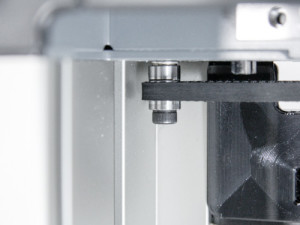
We have added a high quality bearing to guarantee smoother performance and to lower noise production of the 3D printer.
New cable management 
The new main cable contains extremely flexible wires. the cables are now placed into the guidance without twisting them. We have also improved the guidance itself, by rerouting its position. This takes away any stress on the cables caused by the heated bed moving up, down, back and forth.
improved Connection of the internal USB 
It is a small fix, but without it some customers reported cases of a cut off or squashed USB cable when taking off and placing back the top cover.
Z-axis fixation 
The heated bed carriage now contains a wedge to fix the nut securely into the z-axis bracket. In some support cases we noticed that heavy shocks (caused during transportation) could separate the carriage from the spindle.
Z-axis physical endstop 
A physical endstop is now mounted on top of the z-axis to prevent the heated bed construction from sliding off the linear guidance. In the very rare occasion when there was no bed placed in the machine, when the extruder was positioned at the most left position and when the bed was rotated in park position, the full carriage could come off the linear guidance.
Upgrade availabilities
Upgrade sets will be available soon. For more information send a request to our sales department


{kind=link}
{kind=link}
{kind=link}